- About Us
- What's New
- Products
- Markets & Applications
- Engineered Packages
- Service
- Training
- Literature
- Case Studies
Pumping at Humbly Grove

Home > Case Studies 2 > Pumping at Humbly Grove
 Barley Malting CleaningPumping at Humbly GroveOperating Under Extreme ConditionsCost Advantages Of Triplex PD PumpsHigh Pressure Pumps For Nanoparticle ProductionEnergy Savings Comes To The Seafood IndustryDrilling Industry PumpsCutting Energy Costs - Food Processing PlantsPressure Regulator Valve For Oil IndustryUnderwater Clean Up With Cat PumpsFly Ash Filter System - Cloth Wash PackageForrester Chicken Wash SaverBrewery Keg CleaningMetal Powder Production
Barley Malting CleaningPumping at Humbly GroveOperating Under Extreme ConditionsCost Advantages Of Triplex PD PumpsHigh Pressure Pumps For Nanoparticle ProductionEnergy Savings Comes To The Seafood IndustryDrilling Industry PumpsCutting Energy Costs - Food Processing PlantsPressure Regulator Valve For Oil IndustryUnderwater Clean Up With Cat PumpsFly Ash Filter System - Cloth Wash PackageForrester Chicken Wash SaverBrewery Keg CleaningMetal Powder Production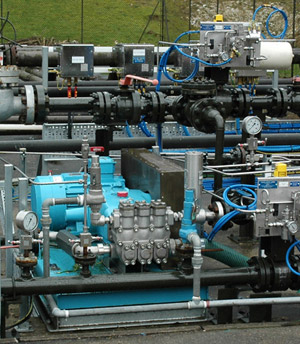 Humbly Grove onshore oilfield in Hampshire, England has been producing oil for over 30 years, at a daily production output of between 200 and 400 barrels. Its owners, Star Energy, are now also using the ready-made infrastructure for storing natural gas in some of the former oil reservoirs.
Humbly Grove onshore oilfield in Hampshire, England has been producing oil for over 30 years, at a daily production output of between 200 and 400 barrels. Its owners, Star Energy, are now also using the ready-made infrastructure for storing natural gas in some of the former oil reservoirs.
The Humbly Grove field contains a number of oil wells which feed into Star Energy’s recovery plant at Lasham and it is here that the extracted oil and water are separated, with the oil being transferred by pipeline for onward transportation by rail for processing at Fawley on the South Coast. The Produced Water resulting from the separation process has to be treated and returned to the natural aquifer, and its safe disposal has provided Cat Pumps with the opportunity to demonstrate the effectiveness of its high pressure triplex plunger pumps.
On paper this arrangement appears highly satisfactory and straightforward. However, firstly the location where the produced water is held is at the highest point on the Lasham site, whereas the Cat Pump that injects it back into the depleted reservoirs is at the lowest point, with a drop in height of some 20 metres and is approximately one kilometre distant. Consequently, there is static pressure in the pump supply pipeline due to the height difference, which is a benefit, but there is also dynamic friction loss due to the liquid flowing through the pipeline. The result is a complex transition from high to low pressure at the inlet to the Cat Pump and the risk of transients at start-up and shutdown which had to be considered at the design stage.
Secondly, in order to ensure a controlled flow of produced water into the underground reservoir, Star Energy had to devise a pumping system that would provide a steady flow and sufficient pressure when pumping the water into the reservoir at times when the pressure in the reservoir increases. When there are low levels of gas being stored in the depleted wells, the reservoir draws a vacuum so the produced water can flow freely. It is when the reservoir pressure rises that the water has to be pumped at pressures up to 75 bar. The solution devised by Star Energy in consultation with Cat Pumps was to install one of their high pressure triplex plunger pumps. Star Energy uses Cat Pumps’ products at other sites around the UK, so when it came to selecting an appropriate pump type, its engineers had firsthand knowledge of the performance that this pump technology provides.
Brian Hubbard, Cat Pumps’ General Manager takes up the story. “Initially we supplied our Model 6761 pump, which is a high flow rate triplex plunger pump. However, when the diameter of the pipeline from the produced water holding tank at the top of the site to the disposal point was changed from three inches in diameter to two inches it became necessary to convert this to a model giving a reduced flow rate due to the excessive restriction through the smaller bore supply pipe. Furthermore, Star Energy identified a requirement for higher output pressures to overcome the hydrostatic pressure in the reservoirs.”
The Cat Pump was converted to a model 6741 which has smaller diameter plungers, so for a given pump operating speed there is less flow, but the pump will withstand higher pressures because there is less projected surface area on the plungers on the forward pumping stroke. In order to counteract the potential for wear and corrosion from the brackish nature of the water, this pump model is manufactured from 316 Stainless Steel and utilises solid ceramic plungers..
Although the site is in a rural area, the unprotected open air location in which the pumping unit is operating is classified as a Zone 2 gas hazard ATEX area. The pump model, motor and transmission set supplied by Cat Pumps were therefore constructed to the appropriate ATEX equipment category in order to satisfy the requirements of the site.
Having entered service in 2010 and been fully operational from the start of 2011, Star Energy reports that the pump is giving the performance required and has measured up to all expectations. Not only that, it withstood the rigours of one of the harshest winters that the UK has experienced for many years.
The prospects for the pump to remain in service for many more are high. One of the benefits of drawing-off the gas from Humbly Grove is that its oil production is enhanced by allowing the level of oil to rise within the rock formations. By re-pressurising the oil reservoir, the life of the field is being extended by up to 20 years. This could be one Cat pump with a very long life.
| What's New | ||||||||||||||||||||||||
|
||||||||||||||||||||||||
| Other Links |
| View our latest news |
| Sign up for E-mail Updates |
Literature |
|||
Technical Help |
|||
Troubleshooting |
|||
Contact UsTel: 01252 622031sales@catpumps.co.uk
|
|||
|
CERTIFIED MANAGEMENT SYSTEM - ISO 9001:2015 |
|||
|
|
|||
 |
|||
Home About Us What's New Service & Repair Markets & Applications Products Engineered Packages Literature Case Studies Sitemap
High Pressure Cleaning Equipment Cleaning and Wash Down Misting, Cooling & Fogging Pumps Energy, Oil & GasConstruction & QuarryingTransport & VehiclesAgriculture, Food & DrinkMetalworking & ManufacturingChemical & ProcessingWater, Environment & Waste






