- About Us
- What's New
- Products
- Markets & Applications
- Engineered Packages
- Service
- Training
- Literature
- Case Studies
Pumping Processed Fuel Oil

Home > Case Studies 2 > Pumping Processed Fuel
 Barley Malting CleaningPumping at Humbly GroveOperating Under Extreme ConditionsCost Advantages Of Triplex PD PumpsHigh Pressure Pumps For Nanoparticle ProductionEnergy Savings Comes To The Seafood IndustryDrilling Industry PumpsCutting Energy Costs - Food Processing PlantsPressure Regulator Valve For Oil IndustryUnderwater Clean Up With Cat PumpsFly Ash Filter System - Cloth Wash PackageForrester Chicken Wash SaverBrewery Keg CleaningMetal Powder Production
Barley Malting CleaningPumping at Humbly GroveOperating Under Extreme ConditionsCost Advantages Of Triplex PD PumpsHigh Pressure Pumps For Nanoparticle ProductionEnergy Savings Comes To The Seafood IndustryDrilling Industry PumpsCutting Energy Costs - Food Processing PlantsPressure Regulator Valve For Oil IndustryUnderwater Clean Up With Cat PumpsFly Ash Filter System - Cloth Wash PackageForrester Chicken Wash SaverBrewery Keg CleaningMetal Powder Production One particularly arduous application where Cat Pumps triplex PD pumps have proved themselves superior to other pumps is in the production of asphalt road surfacing material. The process requires crushed stone to be heated prior to mixing with fine filler materials and then coating with hot bitumen and the role of the asphalt burner pump is to provide a constant supply of fuel into the burner injection system. Oil is pumped under pressure through a jet and ignited inside the rotating drum to heat and dry the graded stone.
One particularly arduous application where Cat Pumps triplex PD pumps have proved themselves superior to other pumps is in the production of asphalt road surfacing material. The process requires crushed stone to be heated prior to mixing with fine filler materials and then coating with hot bitumen and the role of the asphalt burner pump is to provide a constant supply of fuel into the burner injection system. Oil is pumped under pressure through a jet and ignited inside the rotating drum to heat and dry the graded stone.
Generally two types of burner are used:
Operating conditions are harsh with the pumps often expected to run continuously for up to 10 hours.
The Cat Pumps models most commonly used for asphalt burners are the 2530 and the 3535 plunger pumps and 1520 and 2520 piston pumps and the essential reason why they are perfectly suited to this arduous duty is that, unlike most rotary positive displacement pumps, they have no relative movement between metal parts within the pump chamber. Components such as worm gears, vanes or screws in other pumps quickly become abraded by suspended solids, or suffer rapid wear when pumping low lubricity, low viscosity fuels. Then the increased internal clearances between components allow excessive internal slippage leading to loss of efficiency and output.
The vast amounts of energy required in a busy asphalt plant drives operators to use the most economical heating fuel available. Recycled lubricating oil from automotive and manufacturing industries (also known as Processed Fuel Oil or ‘PFO’) has been used for many years and has become more closely controlled to minimise impact on the environment. With the recent introduction by WRAP (Waste and Resources Action Programme) and the Environment Agency of a Quality Protocol, which sets out ‘end of waste’ criteria for the production and use of PFO from waste lubricating oils, the position for users of asphalt burners may become much clearer.
Some of the alternative fuels that have been tried are highly viscous and need to be heated so that they can be pumped through the burner jets, so energy costs increase. The types of pumps used may also be more expensive to service and maintain as their rotating pumping elements are abraded by the fuel leading to loss of efficiency.
A number of plant operators are seeing the benefits of Kerosene as a burner fuel but its low viscosity and poor lubricity leads to premature component wear in most types of pumps. As the internal clearances increase, efficiency and flow rate fall.
So the choice of fuel also impacts on the selection of the burner jet fuel feed pump to maximise plant efficiency and productivity and one company that sees its fair share of worn and damaged burner feed pumps is Asphalt Burner Services. “On some of the heavier fuel oils the typical working life of a worm gear pump will be around six months,” says Ian Lewis, Senior Engineer at Asphalt Burner Services. “In our experience replacing this type of pump every three months is not unusual. Where possible we will recommend Cat Pumps triplex positive displacement pumps as they are reliable, require less maintenance and offer a far longer working life. We have experience of these running for up to six times longer than a worm gear pump. The Cat Pump will be a higher initial investment, but this is recouped through lower maintenance costs and the extended working life.”
The only relative-moving parts in the fluid head of Cat Pumps’ triplex plunger pumps are the hard ceramic plungers, which run in specifically designed seals that can tolerate both low lubricity fluids and the suspended abrasives found in PFO. When these eventually become worn they can be readily and inexpensively replaced, restoring the pump to full efficiency. Furthermore, the performance of a triplex pump is unaffected by the specific gravity or viscosity of the pumped fluid. With the increase in use of kerosene and similar lighter fuels with poor lubricating properties, coupled with demands to reduce energy and production costs, more asphalt plant operators are returning to reciprocating triplex pump, and specifically Cat Pumps.
Application Specification
|
Fuel Oil Pumping |
|
|
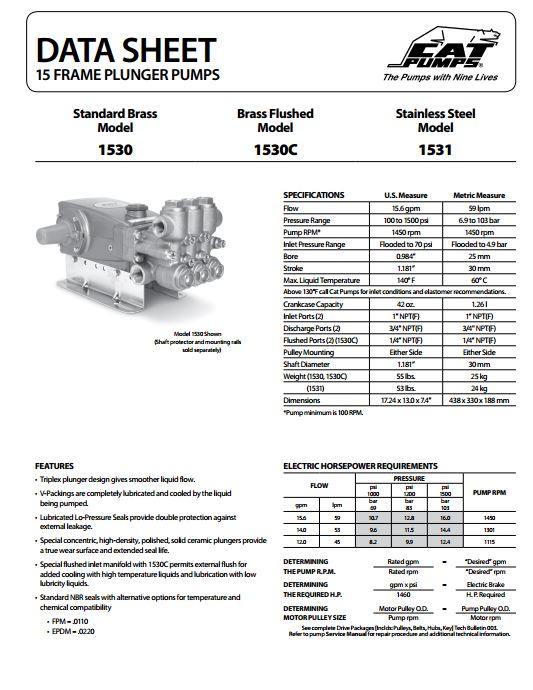
Cat Pumps Model |
1530 |
|
Pressure |
25 bar |
|
Flow |
27 l/min |
|
Fluid |
Kerosene/ Waste Oil |
|
Duty Cycle |
Continuous |
|
Drive |
3 kW, 6 pole, Electric Motor |
Download our Data Sheet for Model 1530 Download our Case Study
| What's New | ||||||||||||||||||||||||
|
||||||||||||||||||||||||
| Other Links |
| View our latest news |
| Sign up for E-mail Updates |
Literature |
|||
Technical Help |
|||
Troubleshooting |
|||
Contact UsTel: 01252 622031sales@catpumps.co.uk
|
|||
|
CERTIFIED MANAGEMENT SYSTEM - ISO 9001:2015 |
|||
|
|
|||
 |
|||
Home About Us What's New Service & Repair Markets & Applications Products Engineered Packages Literature Case Studies Sitemap
High Pressure Cleaning Equipment Cleaning and Wash Down Misting, Cooling & Fogging Pumps Energy, Oil & GasConstruction & QuarryingTransport & VehiclesAgriculture, Food & DrinkMetalworking & ManufacturingChemical & ProcessingWater, Environment & Waste






