- About Us
- What's New
- Products
- Markets & Applications
- Engineered Packages
- Service
- Training
- Literature
- Case Studies
Hatcher Humidity Control

Home > Case Studies > Hatcher Humidity Control
 HTU for Cyclic Pressure Testing ApplicationContinuing to Keep Drill Ships Clean with Wash-SaverPressure Regulators Right for Chemical IndustryBritish Antarctic Survey (BAS) – High Pressure Pump OverhaulWater Injection for Gas GatheringWater Misting for Emission ControlPallet Washing for the Pharmaceutical IndustryRemoval of Pallet LabelsHydrostatic Pressure TestingIBC Cleaning PumpsWash-Saver Keeping A Drill Ship CleanHTU For HSLHatcher Humidity ControlCoal-bed Methane Extraction
HTU for Cyclic Pressure Testing ApplicationContinuing to Keep Drill Ships Clean with Wash-SaverPressure Regulators Right for Chemical IndustryBritish Antarctic Survey (BAS) – High Pressure Pump OverhaulWater Injection for Gas GatheringWater Misting for Emission ControlPallet Washing for the Pharmaceutical IndustryRemoval of Pallet LabelsHydrostatic Pressure TestingIBC Cleaning PumpsWash-Saver Keeping A Drill Ship CleanHTU For HSLHatcher Humidity ControlCoal-bed Methane Extraction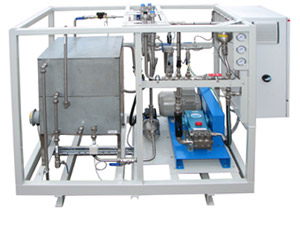 The food production and processing chain provides numerous opportunities for Cat Pumps to demonstrate the benefits that triplex positive displacement plunger pumps provide in terms of high pressures at low flows, mist creation, variable speeds, variable flows and reliability. In the poultry production business our pumps have a role to play even before the chicks have hatched.
The food production and processing chain provides numerous opportunities for Cat Pumps to demonstrate the benefits that triplex positive displacement plunger pumps provide in terms of high pressures at low flows, mist creation, variable speeds, variable flows and reliability. In the poultry production business our pumps have a role to play even before the chicks have hatched.
The commercial hatching of chicks is a huge international industry that involves incubation equipment, ventilation heat recovery and energy management systems.
For chicks to be healthy and stress-free, strict control of the hatchery environment is vital to ensure consistent temperatures and perfect control of humidity throughout the incubation cycle.
Because the eggs actually give off a certain amount of moisture, controlling the humidity level in the hatcher is essential. From setting the eggs right through to the emergence of the hatched chicks, temperature and humidity levels need to be strictly controlled to ensure the chicks are fit and healthy. For hatchers, humidity is provided by a fine mist of warm water which is pumped around the system by high pressure triplex positive displacement plunger pumps. It is an application and industry sector where Cat Pumps has an international presence.
The hatching process involves eggs being taken from farms and then placed on trays and put into a setter, which is a type of incubator where they remain for around 18 days. The eggs are then transferred into baskets and placed in the hatchers where after about three or four days they hatch out. The number of eggs that can be contained at any one time in a hatchery building depends upon the size and number of the hatchery modules used. For a two-sector hatcher 60,000 eggs is not uncommon.
The fine mist is essential to the operation of the hatcher and it is the most cost effective way of creating and sustaining the correct levels of humidity. The water used in the system is typically produced by Reverse Osmosis (RO) in a special plant room and fed into a high pressure ring main by the triplex plunger pump at a constant pressure of 70 bar and at a temperature of around 65ºC. Solenoid valves are located at intervals along the ring main where humidity is required and these are equipped with nozzles to spray a fine mist into the hatcher units.
The continuous water flow is dependent on the size of the application and can vary between 4.5 litres/min and 12 litres/min. RO water is used because its purity avoids a build up of mineral deposits on the spray heads. However, it has low inherent lubricity so the Cat Pump is ideally suited to the duty as it is designed to pump challenging fluids that can harm other types of pumps.
One of the world’s leading hatcher suppliers employs Cat Pumps’ 15 Frame Model 661Stainless Steel belt-driven plunger pumps as these satisfy its requirement for multiple nozzle humidity systems and offer complete flow flexibility and added shock absorption. The Cat Pumps are supplied with a belt drive motor on a base with pulsation dampeners and captive acceleration tubes, and can operate at a fixed flow or with a VFD to adjust the flow as needed. Where a standby is required the pumps are used in pairs and to meet this requirement non-return valves are primed with water by another small pump to create sufficient inlet pressure. The belt-drive packages are popular because they provide convenient component sourcing and quick system assembly and can be serviced anywhere in the world because of the ready availability of spares parts.
Cat Pumps offers a complete line of brass and stainless steel high pressure pumps for misting, cooling and humidity control that are suitable for animal and poultry or agricultural applications. These misting pumps can be ultra-compact, direct-drive units suited to portable, low demand misting, cooling and humidity control. For industrial applications, flushed manifold C- and K -316 stainless steel pump models have been designed to handle the unique properties of DI water and larger installation. Custom misting pump units can be sized to handle any number of nozzles or with multiple pumps to come online with changes in demand.
Application Specification
|
Chick Hatcher Engineered Package |
|
|
Cat Pumps Model |
7CP6111 |
|
Pressure |
70 bar |
|
Flow |
4.5 to 12L/min |
|
Fluid |
Ro Water |
|
Duty Cycle |
Continuous |
|
Drive |
3 kW, 4 Pole, Electric Motor |
Download our Case Study
| What's New | ||||||||||||||||||||||||
|
||||||||||||||||||||||||
| Other Links |
| View our latest news |
| Sign up for E-mail Updates |
Literature |
|||
Technical Help |
|||
Troubleshooting |
|||
Contact UsTel: 01252 622031sales@catpumps.co.uk
|
|||
|
CERTIFIED MANAGEMENT SYSTEM - ISO 9001:2015 |
|||
|
|
|||
 |
|||
Home About Us What's New Service & Repair Markets & Applications Products Engineered Packages Literature Case Studies Sitemap
High Pressure Cleaning Equipment Cleaning and Wash Down Misting, Cooling & Fogging Pumps Energy, Oil & GasConstruction & QuarryingTransport & VehiclesAgriculture, Food & DrinkMetalworking & ManufacturingChemical & ProcessingWater, Environment & Waste






